संचार उद्धृत अंग्रेजी-हस्तनिर्मित
ओडारमा हाम्रो घर मा सबै भन्दा महत्वपूर्ण कोठा मध्ये एक मा, हामी हाम्रो सेनाहरु पछि रमाईलो गर्छौं, हामी हाम्रो सेनाहरु लाई पुनर्स्थापित, हामी समान रूपमा ओछ्यानको कपडा र ओछ्यान द्वारा खेलिन्छ। यो कति स्वस्थ हुनेछ मा निर्भर गर्दछ, र ओछ्यानको कपडा को रंग को धन्यवाद, पूरै कोठा रूपान्तरण गर्न सकिन्छ, मनपर्ने कोठा को भित्री भाग पूर्ण रूपमा परिवर्तन गर्न सकिन्छ। हामी मध्ये को एक नरम प्याड र न्यानो हल्का कम्बल मनपर्दैन, जसबाट तपाईं बिहान बाहिर निस्कन चाहनुहुन्न) म आफैलाई परिचित छु प्याचवर्कको टेक्निकमा कम्बललाई सिलाई नम्बरको लागि प्रशिक्षण कोर्सको साथ । एक सुन्दर कम्बललाई सिंगा गर्न कपडा के गर्न सकिन्छ भन्ने लेखमा तपाईंले एउटा सुन्दर कम्बललाई सिलाइ गर्न प्रयोग गर्न सकिन्छ, जुन सिलाईको लागि आवश्यक छ, कसरी कपडा र अधिक पुनर्निर्माण हुन्छ



कुन कपडा उपयुक्त छ?
राम्रो यदि कपडाहरू गुणमा समान छन् भने। सूती कपडा शुरुआतीहरूको लागि उत्तम हो: ती उत्पादनहरू धुनु सजिलो छ, र सबैभन्दा महत्त्वपूर्ण कुरा - कोर्नुहोस् - कोर्नुहोस् र सिलाउनुहोस्। तपाईंको आफ्नै कल्पना अनुसार चित्रहरू छान्नुहोस्। तर पहिलो एकल ट्युनिटीमा ढाँचाको साथ कपडा छनौट गर्नु राम्रो हो र मोनोमोननिक ऊतूको साथ उनीहरूलाई जोड्नुहोस्। तिनीहरू सबै किनारहरू काट्नको लागि टिश्युहरू काट्ने सुरू हुनुभन्दा अघि नै महत्त्वपूर्ण छ।


तपाईंलाई मार्किंग र काट्नको लागि के चाहिन्छ
प्लास्टिक टेम्प्लेटहरू
पेन्सिल र मार्करहरू
नियम
चक्कु काट्ने
के तपाईंलाई मापन र काट्नेको लागि आवश्यक छ
काट्नको लागि रग
गोल चक्कु कटौती (घुमाउने पा wheel ्ग्राको रूपमा ब्लेडको साथ ब्लेड सहित)
RASTER नियमहरू
पाइनहरू
कैंची

तपाईंलाई ओभरक्टि or र Adging को लागी आवश्यक छ
लुगा सिउदा लगाउने औठि
हेडहरूको साथ पिनहरू
अंग्रेजी पिनहरू
क्लिप वा क्ल्याम्पहरू
पेन्सिल
सिलाईका लागि सौजहरू
साधारण ज्यामिताली ढाँचाहरू परम्परागत राउस्टर लाइन प्रयोग गरेर भरिपूर्ण हुन सक्छ। अधिक जटिल आकारहरूको लागि, कागज टेम्पलेटको सट्टा प्लास्टिक टेलासहरू लिनुहोस्। तिनीहरू केवल अधिक टिकाउ मात्र होइन, पारगमल पनि छन्, त्यसैले तिनीहरू मार्फत तपाईं सजिलै कपडामा नमुनालाई हेर्न सक्नुहुन्छ। कहिलेकाँही तपाईं ज्यामितीय ढाँचाहरूको लागि समाप्त टेम्प्लेटहरू पनि फेला पार्न सक्नुहुन्छ। सूचकाली दिशामा दुई पटक गोलो फ्ल्यासिंग ताकि चार तहहरू प्राप्त हुन्छन् (झुण्डहरू किनारहरूमा समानान्तरहरू पार गर्नुपर्दछ)। सेटिंगको लागि कपडामा कपडा राख्नुहोस् ताकि सेक्सनहरू दायाँपट्टि छन्। स्प्लिटमा एक दायाँ कोणमा एक रास्टर लाइन राख्नुहोस् र कपडा कटौती फर। कपडा फैलियो र जाँच गर्नुहोस् अन्तिम उपायको रूपमा, अपरेशन दोहोर्याउनुहोस्।
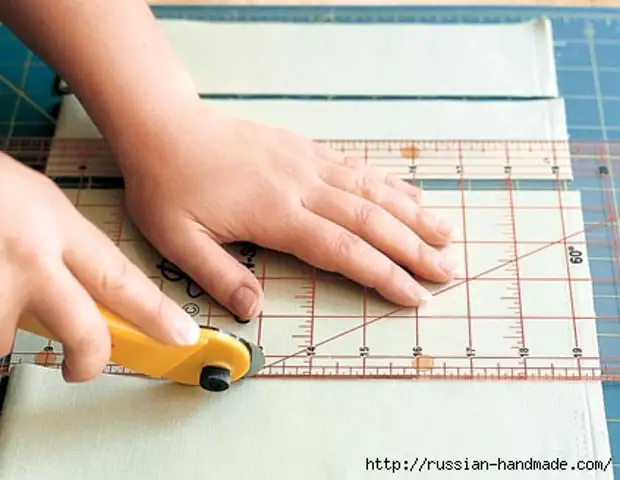

कपडा 1 1800 ° को साथ रब्ल्यूएचओ खोल्नुहोस्, अब कटौती छोड्नु पर्छ। कपडाको पट्टी नाप्नुहोस्। शासकको दायाँ तिर मापन गर्न को लागी ठाडो पैमाने प्रयोग गर्नुहोस्। -4-4 स्ट्रिप्स काट्नुहोस्। फेरि म्याट फेर्नुहोस् र कटौती फर। आयतहरू वा त्रिकोणहरू प्राप्त गर्न, उपयुक्त वर्ग काट्ने। दुई ह्वप्तको अनुहार अनुहार आरामको छेउमा भण्डार गर्नुहोस्। अनुभवी मास्टरहरू एक धानको साथ धारिलो छन्, धागोहरू काटेर र कारको पंख बढाउँदैनन्। ध्यान: वर्ग बीचको गर्मीको यस विधिको साथ, धेरै टाँकाहरू देखा पर्दछ, रमाईलो कपडा होइन।


जब श्रृंगार एक गाढा कपडा मा द्रुत रूपमा अनुमति छ। खम्बाहरूबाट वर्ग ब्लक प्राप्त गर्न, केवल दुई पहिले नै लेपित स्क्वायर हर्कुटाकालाई सँगै लैजानुहोस् ताकि विभिन्न कपडाका प्याचवर्कहरू एक परीक्षकको क्रममा छन्।
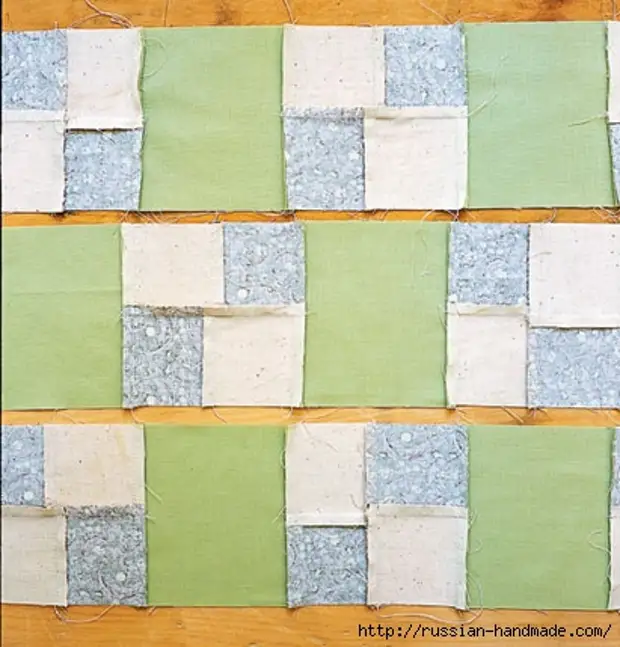

तपाईं लुककटकोभबाट पट्टिहरू पट्टिहरू प्राप्त गर्न सक्नुहुनेछ: अझै चार वर्गको रंगको रंगको सा cha ्लो र आयतहरू चेकर अर्डरमा एक-फोटोन कपडा वा वर्गहरू छन्। त्यो पछि, फेरि एक परीक्षक क्रममा कदम (विस्थापनाको साथ) फ्ल्यापको व्यक्तिगत प ows ्क्तिहरू।
निम्न फोटोमा, तपाईंले देख्नुहुनेछ कि बेल्टस्डमा, प्रत्येक भित्री श्रृंखला मोनोपोनिक वर्ग र चार बहु-रंगीन कोठाहरूको ब्लकहरू हुन्छन्।
खम्बाबाट उत्पादनको केन्द्रीय भागको लागि कहिले तयार हुनेछ, सिलाई सिलाई बढाउन अगाडि बढ्ने। उत्पादको मध्य भागको परिधिले सीमाको कुल लम्बाइ निर्धारण गर्दछ। सामान्यतया केन्द्रीय भागको छेउमा जोडिएको बोर्डरहरूले पोस्टको कुना "मा तल झारिरहेका छन्। प्रत्येक पक्षको सिमानाको लम्बाई निम्नानुसार मानिन्छ: उत्पादनको केन्द्रीय भागको केन्द्रीय भाग (वा वा पोजुगको कुनामा "(लिफाफको कुनामा) भत्काउँछ। उत्पादनको केन्द्रीय भागको छेउमा सीमा काट्नु, सिम समाप्त गर्नुहोस्, am मिमीसम्मको कोणमा पुग्न सकेन। कुनामा, कपडाको एक कोण मा ठीक 45 45 ° को कोण मा अलग राख्नुहोस्। सिमानाको लागि बाँकी भत्ता काट्नुहोस्।

शोक
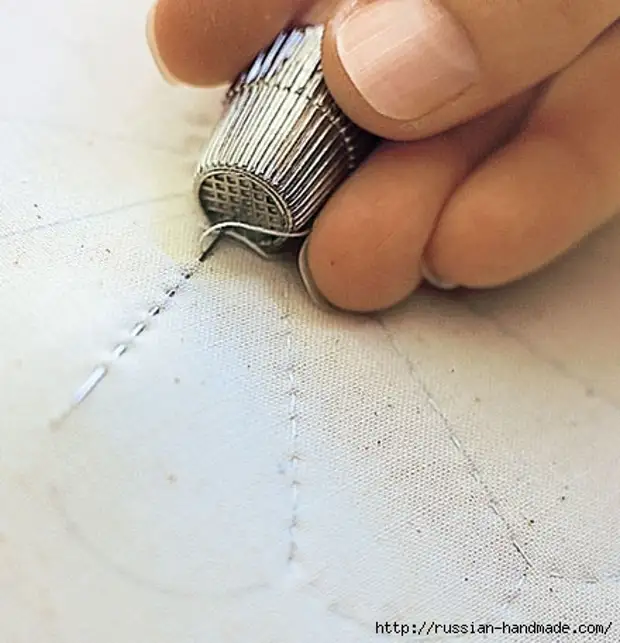
हार्लिट्सले तीन तहहरू समावेश गर्दछ। माथिल्लो र तल्लो (हेलिकुटहरू), वा शीर्षको विकल्पको रूपमा - पिट्सबाट, र भित्री, जसले उत्पाद दिन्छ निबन्धिंग जब नि: शुल्क राहत)। सबै तीन लेयरहरूलाई जडान गर्नु अघि, ध्यानपूर्वक माथिल्लो र तल्लो पक्षहरू प्रकट गर्दछ। तल्लो छेउको फ्रन्ट साइड विघटित गर्नुहोस् र पेन्टिंग रिबनको साथ सतहमा लक गर्नुहोस्। आन्तरिक भाग र माथिल्लो पक्ष (अनुहार अप) तलको विघ्न, केन्द्रबाट सर्भल रूपमा स्क्रोल 20 सेन्टीमिटरमा अ English ्ग्रेजी पिनहरू ठीक छ। यदि तपाईं उत्पादक रूपमा उत्पादनलाई म्यानुअल रूपमा बदल्न जाँदै हुनुहुन्छ भने, तपाईं 1m सेन्टीमिटर सिम अन्तरालहरूमा र पिनहरू हटाउँदै हुनुहुन्छ। केवल पातलो पेन्सिलको साथ यसको पछि मात्र, उत्पादनको माथिल्लो तर्फ नर्सिंग लाइनहरू लागू गर्नुहोस्।

सिलाई मेसिनको साथ सर्क गर्दै
निश्चित गर्नुहोस् कि माथिल्लो र तल्लो पक्ष एक अर्काको सापेक्ष छैन। यो गर्नका लागि, मेशिनबाट विशेष, उठाएको खुट्टा घुसाउनुहोस्। रेलवेहरू जहिले पनि परिधिमा परिधिकालमा, अन्यथा छालहरू उत्पादनमा देखा पर्दछन्। उत्पादनमा सिधा लगभग अशक्त भएको थियो, तर त्यहाँ एक सुन्दर संरचना थियो, तीखोपनको सिममा ठक्कर खाए। अन्त्यमा र सिमको सुरुवात, स्क्रीन बनाउनुहोस्: तल थ्रेड माथि उठाउनुहोस् र सब भन्दा सानो आकारको धेरै टाँकाहरू बनाउनुहोस्। पातको इष्टतम लम्बाई m मिली हो। तपाईंले पात ठीक गरेपछि थ्रेडको अन्त्य काट्नुहोस्। सुझाव: सहजको समयमा, उत्पादनको निःशुल्क भाग रोलरमा फेस्ट गर्नुहोस् - ताकि यो तपाईंको काम गर्न बढी सुविधाजनक हुनेछ
म्यानुअली संतै
अपरेशन को यस विधि संग, उत्पादन फ्रेममा तनाव छ (कढ़ाई को लागी हुप जस्तै)। उत्तम विकल्प भनेको एक म्यानुअली बनाइएको फ्रेम हो जुन तपाईं टेबलमा झुकाव गर्न सक्नुहुन्छ, परिणाम स्वरूप तपाईंसँग खाली हातहरू हुनेछ। केन्द्रबाट परिपूर्ण जब म्यानुअली, घाँटी पनि। मूल पोइन्टबाट केहि दूरीमा 500 सेन्टीमिटरको धागोको साथ एउटा सानो सुई, उत्पादनको सबै तीन तहहरूको माध्यमबाट टाँकाहरू तान्नुहोस्। एक रिसेप्शनमा, धेरै चिल्लो साना टाईचहरू प्रदर्शन गर्नुहोस्, त्यसपछि बिस्तारै थ्रेड तान्नुहोस्। सुझाव: यदि तपाईं चकमाको बीचमा हुनुहुन्छ भने, यदि तपाईं चकमा राखिने काम गर्ने स्वर्गको ध्रुवमा हुनुहुन्छ भने, जसले तलबाट उत्पादलाई समर्थन गर्दछ, छाला टोपी लगाउँछ।


पहिलो, किनारा को लागी कपडा, शेयर थ्रेड भर पट्टि काट्नुहोस्। Shirdd-Adge-in Adging - करीव cm सेल। स्टील स्ट्रिपहरूको कुल लम्बाई उत्पादनको संधि बराबर हुन्छ जसमा 1 cm सेन्टीमिटरको संभोना हो। स्ट्रिप्स अझै पनि 45 45 ° को कोणमा एक लामो पट्टीको लागि। स्ट्रिपहरू यसलाई आधामा रटेर घुमाएर हटाइन्छ, अवैध पक्ष भित्र। अब एक तहमा स्ट्रिप विघटित गर्नुहोस्। उत्पादनको शीर्षमा, भित्री भागमा भाग लिनुहोस् र तल। एक अन्त सुरु गर्न को लागी एक जो एक त्रिकोण देखा पर्दछ। यस जरा अन्तबाट सुरू गर्दै 10 सेन्टीमिटर अन्तरालको साथ एक तर्फबाट उत्पादनको माथिल्लो भागमा कटौतीको माथिल्लो भागमा पिन गरिएको छ। सेक्सन सेक्सनहरू उत्पाद सेक्सनहरूमा छन्। Acm एमएमको एक दूरीमा ढिलो, किनारा ओडबाट, उत्पादका सबै तहहरू समात्दै।
Adging: चरण द्वारा चरण
M मिलीसम्म उत्पादनको कुनामा पुग्न, सेम अवरोध गरेनन्, छोडिदियो। Of 45 ° बाहिरी कोणको कोणमा ओडिजिंग ब्यान्ड खोल्नुहोस्, त्यसपछि ब्यान्ड तल तल खोल्नुहोस् ताकि किनाराको इन्जेजेक्ट किनाराको स्तरको स्तरमा ठीक छ। टे-प्वालहरू m मिलिटरको दूरीमा एक दूरीमा धकेल्छन् उत्पादनको अर्को छेउमा ह्यान्डबिंग, सबै तीन तहहरू समात्दै। अन्य कुनाहरू पनि त्यस्तै व्यवहार गरिन्छ। जब तपाईं यसरी उत्पादनको सबै पक्षहरू अन्त गर्नुहुन्छ, I.a. तपाईं ओबोटेको सुरूमा पुग्नुहुनेछ, किनारको अतिरिक्त फिल्म काट्नुहोस्, अन्त्य र सिमको अन्त्यमा बदल्नुहोस्। अन्तमा, किनारा उत्पादनको तल्लो तिर धारसँग लपेट्नुहोस्, क्ल्याम्पहरू र ट्रिगर मैन्युअल्ली गोप्य टाँकाहरूमा ट्रिगर गर्नुहोस्।