

"जेव्हा खोलीत किंवा हिवाळ्यात घराच्या उष्णतेच्या वेळी, आम्ही कॅनेडियन लॉगर्सशी वाद घालू शकतो?"
बुलयन भट्टीच्या निर्मात्यांपैकी एकाच्या साइटवर अशा शब्दांवर पोस्ट केले जातात. एरिक डार्नेल यांनी 1 9 75 मध्ये व्हरमाँटमध्ये या ओव्हनने अमेरिकन आणि कॅनेडियन लंबरजॅकमध्ये लोकप्रियता प्राप्त केली. कालांतराने, एरिकने कंपनीची स्थापना केली आणि युरोपियन बाजारात गेलो.

त्याच्या मूळ डिझाइनमध्ये या स्टोव्हची लोकप्रियता. फर्नेस फर्नेसच्या समोरील त्यानुसार, पाईप वेल्डेड, अनिवार्यपणे पाईप आणि फायरबॉक्स आहे. एक पाईप शेवट दिसते, दुसरा खाली. भट्टीमध्ये इंधन प्रकाशित होते, तेव्हा थंड हवा तळाशी भोक माध्यमातून आणि, उष्णता नंतर, शीर्षस्थानी बाहेर वळते. अशा भट्टीच्या कार्यक्षमतेच्या काही निर्मात्यांच्या म्हणण्यानुसार, ते 80% पर्यंत पोहोचते आणि भट्टीमध्ये इंधनाच्या 15 मिनिटांत पाईपच्या वरच्या बाजूला हवा तापमान 100-120 डिग्री सेल्सियसपर्यंत पोहोचते.

सामान्यतः, भट्टी एक गोल ट्यूब बनलेला आहे. मास्टर-होम मालक, त्याच्या गॅरेजसाठी, प्रोफाइल पाईपमधून भट्टी करण्याचा निर्णय घेतला. प्रोफाइल पाईप सह कार्य करणे सोपे आहे, त्याला वाकणे आवश्यक नाही, परंतु केवळ एका विशिष्ट कोनावर आणि शिजवावे.
साधने आणि साहित्य:
घासणे
-ओबझिक;
-वेल्डींग मशीन;
-रुलेट;
-मार्कर;
-ए हॅमर;
- तपासा;
-मेटिक ब्रश;
-रोलिक;
-एमगनेट्स;
-प्रोफाइल पाइप 60x60 मिमी;
-हाईट धातू;
- एरोसोल उष्णता-प्रतिरोधक रंग;
-तुम्ही आत्मा;
-मैत्तिक रॉड;
- शबा;
-प्लिंग;
-एमपीपीपी 70 मिमी;


चरण एक: कटिंग
प्रथम, मास्टर, 45 अंशांच्या कोनावर, वर्कपीसवरील प्रोफाइल ट्यूब कापते.

चरण सेकंद: वेल्डिंग
प्रथम मास्टरने एक टेम्प्लेट बनविले आणि नंतर रिक्त स्थानांवरील विभागांचे वेल्डेड केले. वेल्डिंग केल्यानंतर, ते वेल्डस साफ करते.

आता विभाग स्वत: मध्ये वेल्डेड केले पाहिजे. विभाग वैकल्पिक, जर पाईपच्या एका दिशेने एका दिशेने उघडत असेल तर उलट दुसर्या विभागात. आपल्याला प्रत्येक बाजूला 4 विभाग शिजवण्याची गरज आहे. मग मेटल स्ट्रिप कलम दरम्यान walded आहे.

पायरी तीन: मागील भिंती
आता आपण मागील भिंती कापून आणि वेल्ड कापण्याची गरज आहे. भिंतीमध्ये, विझार्डने 70 मि.मी. व्यासासह चिमणीला छिद्र पाडले आणि वेल्ड केले.


चरण चार: अप्पर सेक्शन
ज्वाला थेट चिमणीमध्ये पडणार नाही, मास्टर वेल्ड्स धातूपासून एक टक्कर. दोन धातू शीट कट आणि welds. चिमणी अंतर्गत त्यांना वेल्ड.

चरण पाचवा: एअर इन्फ्लक्स
मास्टर मूळ बुलर्नर पासून, त्याच्याकडे आहे. हे दोन राऊल्स बाजूला आणि शेवटी शेवटच्या ट्यूब आहेत. या पाईप्स पहिल्या दोन स्क्वेअर पाईप्सद्वारे ताजे हवा फायदे देतात.
मास्टर त्यांच्या नियुक्तीला यासारखे सांगते: जसजसे आग विशिष्ट तापमानात पोहोचते, मुख्य वायुचे प्रवेश आच्छादित आहे आणि लाकूड गॅस सुरू होते. मग मुख्य हवा प्रवेश या दोन ट्यूबमधून जाईल.
प्रथम आपण पाईपच्या एका टोकावर वॉशरला वेल्ड करणे आवश्यक आहे. मग आपल्याला छिद्र ड्रिल करणे आवश्यक आहे. फर्नेस सेक्शनमध्ये (प्रत्येक ट्यूबसाठी) बाजूला तीन लहान ओपनिंग्ज आणि एक मोठे. पुढे वेल्डिंग येतो. पाईपच्या बाजूला असलेल्या छिद्रांना निर्देशित केले पाहिजे जे धुम्रपान होईल.

चरण सहा: समोर
पुढच्या प्लेटच्या मागील वेल्डसारख्याच. मग दरवाजा उघडण्यासाठी जागा आणि कट. स्ट्रिप च्या सुमारे सुमारे welds.

दरवाजा आणि loops निर्माण. वेल्डस loops आणि दरवाजा सेट करते.

चरण सातव्या: एअर डक्ट
पाईप पासून हवा प्रवेश करते. आत त्यामध्ये वाल्व सेट करते. दरवाजाच्या तळाशी हवा घेणारा हवा.

दरवाजाच्या आतील बाजूस प्रोफाइल पाईपमधून सील. दरवाजावर एक हँडल आणि स्प्रिंग walds.

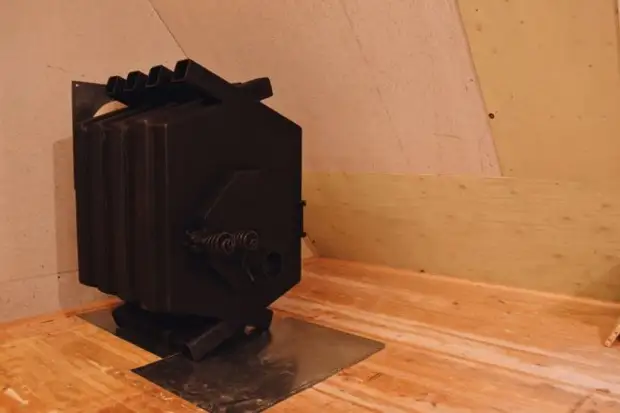
पाऊल आठवा: चित्रकला
हीटर रंगविणे ही शेवटची पायरी आहे. अर्थात, हे आवश्यक नाही, परंतु ते स्टोव्हला छान दृश्य देते. मास्टरने आपल्या बुलकेनला ब्लॅक मॅट रंगात पेंट करण्याचा निर्णय घेतला. भट्टी खूप गरम असल्याने, पेंट अशा तापमानात सहमत होण्यासाठी सक्षम आहे. पेंटिंग करण्यापूर्वी घाणेरड्या आणि तेलापासून मुक्त होण्यासाठी फर्नेर वापरुन भट्टी स्वच्छ करणे देखील महत्त्वाचे आहे.

पायरी नवव्या: सुरक्षा
भट्टी करताना, मास्टर सुरक्षा काळजी घेतली. प्रथम, त्याने भट्टी मेटल शीटवर स्थापित केले आणि त्याच्या सभोवतालच्या भिंती संरक्षित सामग्रीसह संरक्षित केले. दुसरे म्हणजे, अग्नि-लढाऊ सेन्सर आणि कार्बन मोनोऑक्साइड सेन्सर स्थापित केले.




भट्टी तयार आहे आणि मास्टर तिच्या कामात प्रसन्न आहे.
भट्टी बनविण्याची संपूर्ण प्रक्रिया व्हिडिओवर पाहिली जाऊ शकते.