या लेखात, मास्टर आपल्याला सिलिकॉनकडून चेहर्याचा मुखवटा कसा बनवायचा ते सांगेल. त्याच्या उत्पादनासाठी साहित्य दोन-घटक सिलिकॉन मास कार्य करते आणि मोल्ड 3D प्रिंटरवर मास्टरशी जुळते.
साधने आणि साहित्य:
-3 डी प्रिंटर;
- कंपाऊंड सिलिकॉन रबर;
-शाम
-केनी;
-स्क्रड्रिव्हर;
-कॅपॅसिटी
-स्कॉच;
-गर्मन;
-फिल्टर;
आवश्यक असू शकते
वेल्डिंग मास्क (AliExpress) साठी ऑटोकिओशनसह फिल्टर करा
चरण एक: संकल्पना
हे मास्क एक प्रोटोटाइप आहे आणि कोणत्याही तज्ञाद्वारे तपासले किंवा मंजूर केले गेले नाही.
मास्टरने एक मास्क केले, चाचणी म्हणून आणि मुद्रित भागांना पीसण्यासारख्या लहान तपशीलांवर काम केले नाही. याव्यतिरिक्त, त्याने वापरलेले सिलिकॉन रबर, त्वचेच्या दीर्घकालीन संपर्कासाठी नाही.
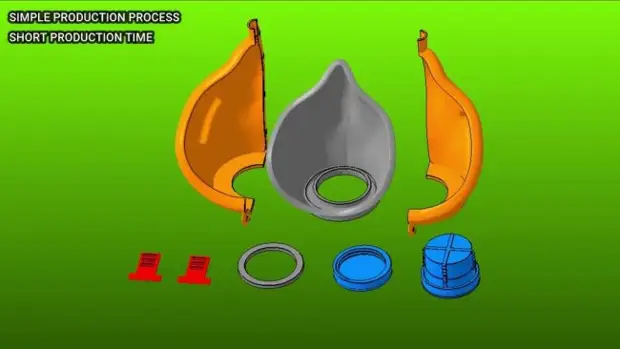
मास्कच्या निर्मितीमध्ये, मास्टर खालील उद्दिष्टे ठेवतात:
1. जगातील बहुतेक देशांमध्ये एक साधे उत्पादन प्रक्रिया उपलब्ध आहे.
2. उत्पादनाची थोडी वेळ - 2-3 तास.
3. मोल्डचा पुनरावृत्ती वापर
4. मुखवटा एकापेक्षा जास्त असावा - सिलिकॉन निर्जंतुकीकरण आणि पुन्हा वापरता येते आणि फिल्टर अल्ट्राव्हायलेट दिवे सह निर्जंतुक केले जाऊ शकते आणि बदली करण्यापूर्वी 3 ते 6 महिने वापरा.
5. मास्क प्रत्येक सामग्रीच्या वैयक्तिक निर्जंतुकीकरणासाठी सहजपणे समजून घ्यावा;
6. मास्क कठोरपणे फिट करणे आवश्यक आहे, विविध व्यक्ती प्रोफाइलवर चांगले सीलिंग सुनिश्चित करा;
7. फिल्टर एन 9 5 मास्कपेक्षा चांगले किंवा चांगले संरक्षण प्रदान करणे आवश्यक आहे - हरमेटिक सील आणि हेपा फिल्टर एच 1 3 ने 99.9 7% च्या वायुस्पती कार्यक्षमता सुनिश्चित केली पाहिजे;
8. सहज परिधान करा आणि काढून टाका - N95 मास्कच्या विपरीत जे योग्य आवश्यक आहे, हे मास्क स्वत: च्या मालकाच्या चेहर्याचे स्वरूप घेते;
9. वापरकर्त्याने सहज श्वास घेणे आवश्यक आहे - 36 मि.मी. व्यासासह श्वासोच्छवासाचा भोक हवा पुरेसा परिसंचरण निश्चित करणे आवश्यक आहे;
10. मास्क आरामदायक असावा - सिलिकॉन रबर मऊ.
प्रक्रिया अगदी सोपी आहे आणि शक्य तितकी साधे केली गेली आहे, अशा अनेक अवस्थेला, जसे की द्रव सिलिकॉनपासून एअर फुगे काढून टाकण्यासाठी व्हॅक्यूम मशीनचा वापर करून, एक पेंट काढण्याची एजंटचा वापर, मास्टर हेतुपुरस्सर सरलीकृत करण्यासाठी व्हॅक्यूम मशीनचा वापर करून. प्रक्रिया, फक्त सिद्ध करण्यासाठी ते किमान उपकरणे आणि कौशल्यांसह बनविले जाऊ शकते.
चरण दोन: फॉर्म तयार करणे दाबा
प्रथम, विझार्ड 3D प्रिंटरवर प्रेस फॉर्म प्रिंट करते. मुद्रणासाठी फाइल येथे डाउनलोड केली जाऊ शकते.
विझार्डने रिंग मुद्रित केले, जे फॉर्मच्या आतल्या आतले पाहिजे. याव्यतिरिक्त, चांगल्या फिटसाठी दोन मुख्य भाग स्वहस्ते सुधारित करणे आवश्यक आहे.
बाहेरील शेलचे दोन भाग तयार करण्यासाठी मास्टर वापरलेले काजू आणि एम 4 बोल्ट. सिलिकॉन घनता नंतर या विधानसभा भाग काढणे सोपे करते.
स्कॉचसह अडकलेल्या स्ट्रॅप विझार्डसाठी भोक किंवा चाकूने ते कापून घेणे शक्य होईल.




मोल्ड गोळा करते. प्रेस फॉर्मच्या seams overthrow करण्यासाठी विझार्ड मोम वापरतो. सिलिकॉनमध्ये उच्च द्रवपणा आहे आणि जर फॉर्म योग्यरित्या सीलबंद नसेल तर ते त्याच्या गळतीकडे जाईल. मोमऐवजी, आपण प्लास्टिन किंवा कोणत्याही सीलंटचा वापर करू शकता.




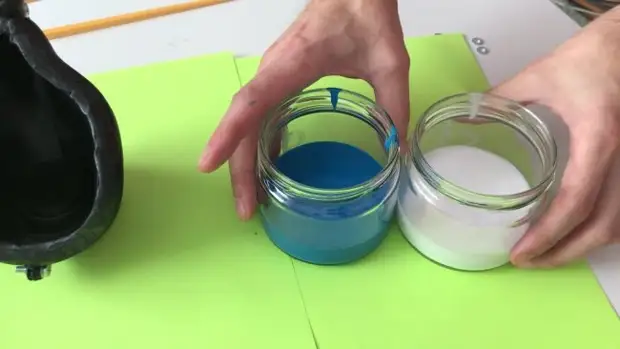
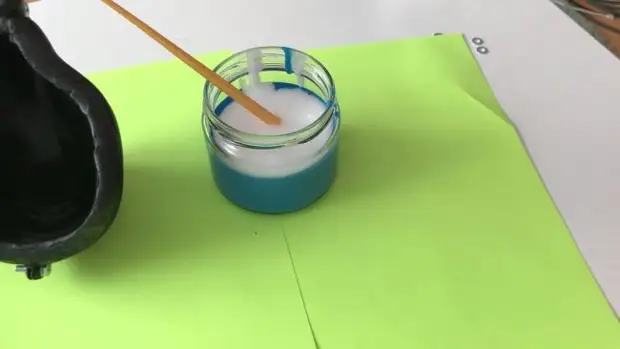
पायरी तीन: सिलिकॉन रबर
झेर्बॅक इटालियन वनस्पतीवर बनविलेले सिलिकॉन, सिलिकॉन. हा एक दोन-घटक द्रव आहे जो उच्च द्रव असतो, जो 60 मिनिटांत घसरला आहे - 9 0 मिनिटे आणि उपचार प्रक्रियेदरम्यान उष्णता हस्तांतरण नसते. त्या. सिलिकॉनशी संपर्क प्रक्रियेत मोल्ड खराब होणार नाही.
मास्टर सिलिकोन 1: 1 च्या घटक पाहतो. बुडलेल्या ऑब्जेक्टमध्ये हवाई बुडबुडे तयार करणे कमी करण्यासाठी व्हॅक्यूम डिगसिंगची शिफारस केली जाते, परंतु मास्टरला या चरणावर चुकते.
सिलिकॉन रबर ओतणे आणि नाकारण्याआधी 90 मिनिटे सोडते.


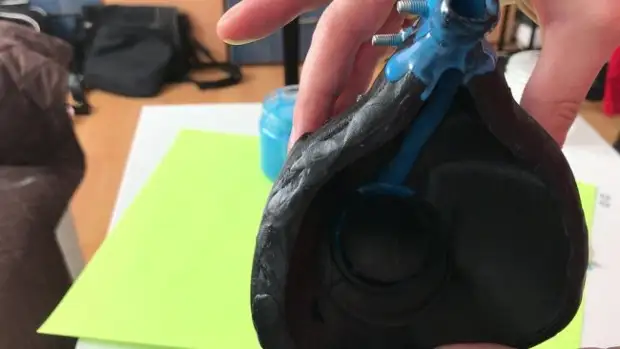
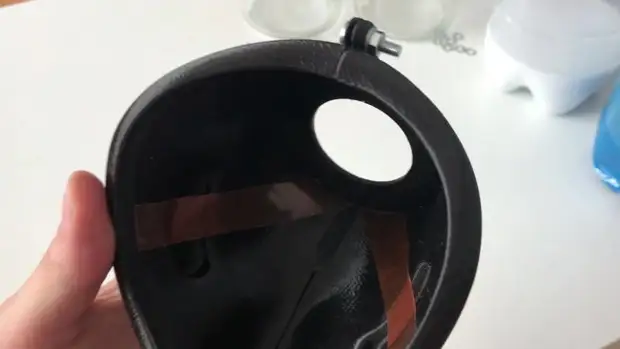
पाऊल चौथा: मास्क
अर्ध्या तासांनंतर ते फॉर्ममधून मास्क काढून टाकते.






अतिरिक्त सामग्री dishuate.

फिल्टर * आणि रबर पट्टा सेट करते.


सर्व तयार आहे.