

पेंट केलेल्या स्कार्फच्या काठावर प्रक्रिया करण्याचा प्रश्न प्रत्येक विझार्डला वेगवेगळ्या मार्गांनी ठरवते. कोणीतरी तो स्वतःला बनवते, कोणीतरी "ट्विस्ट" बनवते, कोणीतरी प्रक्रियेत ओव्हरॉक वापरते. मी एजच्या मशीन कीची स्वप्ने पाहिली - मी तथाकथित "मॉस्को सीम" वापरतो. ही निवड मुख्यतः व्यक्तिपरक आहे - मला ते खूप आवडते. मी एक मॅन्युअल बाइंडर आणि एक ZIGZAG "ट्विस्ट" दोन्ही प्रयत्न केला. पण माझ्या बर्याच वर्षांच्या निरीक्षणालीनुसार, हे "मॉस्को सीम" आहे जे एकाधिक स्ट्रीक्स नंतर किनार्यावरील थ्रेड्सच्या "डूबिंग" वगळते.
या प्रकारच्या धारणा प्रक्रियेत, एका बाजूला, काम वेदनादायक आहे आणि अचूकता आणि कौशल्य आवश्यक आहे. परंतु दुसरीकडे, त्यात काही जटिल नाही, धैर्य आणि इच्छा असेल, परंतु हे जाणून घेणे ही फक्त एक बाब आहे.
तसे, स्कार्फच्या काठावर प्रक्रिया करण्यासाठी पुढे जाण्यापूर्वी, शॉलने स्क्वेअर आकार राखून ठेवला आहे की नाही हे तपासण्यासारखे आहे, त्याने चित्रकला, सहन करणे आणि धुणे यानंतर शिंपले नाही. जर शाल "खाली बसले" तर हे खात्यात घेतले पाहिजे आणि एजच्या प्रक्रियेदरम्यान योग्य आहे.
प्रथम आपण रुमाल च्या रंगात धागा उचलण्याची गरज आहे. मी "मातृभूमीच्या आंधळे" रेशीम वापरतो. मला या शिफारशीची अयोग्यता समजली आहे, म्हणून कोणत्याही उच्च-गुणवत्तेच्या पातळ थ्रेड्स निवडा, उदाहरणार्थ, भरतकाम, आदर्शपणे, गुटेमन रेशीम थ्रेडसाठी थ्रेड.

तत्त्वतः, या प्रकारच्या धारणा प्रक्रियेच्या अंमलबजावणीसाठी, कोणत्याही सिव्हिंग मशीन जो सरळ रेषा करतो, कमीतकमी बॅबशिन गायक. मुख्य आवश्यकता म्हणजे पातळ ऊतक आणि पातळ सुईची उपस्थिती (संख्या 60, 70) ची उपस्थिती अत्यंत करण्याची क्षमता आहे.
प्रथम, पातळ ऊतकांसह कार्य करण्यासाठी मशीन संरचीत करणे आवश्यक आहे. जर आपल्या सिलाई मशीनकडे फॅब्रिक स्ट्रेचिंग यंत्रणा (पायाच्या खाली) स्थिती बदलण्याचा पर्याय असेल तर ते स्थापित करणे आवश्यक आहे, सिव्हिंग मशीनसाठी मॅन्युअलमध्ये पातळ ऊतकांसह कार्यरत नाही.
पुढच्या क्षणी अप्पर थ्रेडचे ताण सोडविणे आहे. तो रेशीम च्या जाडी अवलंबून प्रचार केला आहे. हे पूर्ण झाले नाही तर, सिव्हिंग, असेंब्ली तयार करताना फॅब्रिक "एकत्र करा" होईल. पातळ कापड, वरच्या थ्रेडच्या तणाव कमी.

माझ्या उदाहरणामध्ये, मी फास्टनर्स उपवास केला, म्हणून प्रत्येक युनिटचे रेग्युलेटरची स्थिती एक क्षीण होईल, नियामक 1 पेक्षा कमी प्रति पद असेल.
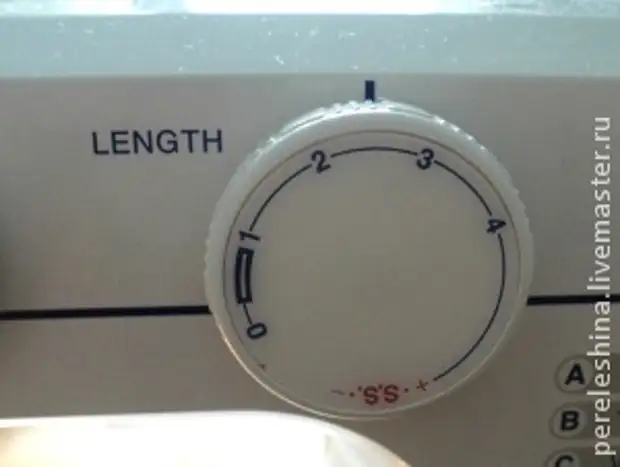
खालील सिलाई मशीन सेटिंग पर्याय स्टिच रुंदी आहे. मी अंदाजे प्राधान्य देतो. 2.5 सेमी एक लहान आणि स्वच्छ सिंचन आहे.
प्रत्यक्षात प्रथिने जाण्यापूर्वी, शालच्या दोन उलट (समांतर) बाजू चुकीच्या बाजूला 1-1.5 सें.मी. आणि रूट करण्यासाठी समायोजित करणे आवश्यक आहे.
आता सहभागाच्या बाजूला, शालला कॉलर शक्य तितक्या जवळ आहे.

जेव्हा दोन्ही बाजू थांबल्या आहेत, तेव्हा भत्ता लाइनच्या जवळ तीक्ष्ण कात्रीत कापली जाते. सावधगिरी बाळगा - ओळ नुकसान करू नका!

आम्ही दोन अन्य पक्षांसह समान गोष्ट पुन्हा करतो.
कामाचा शेवटचा टप्पा किनाऱ्याने प्रकट केला पाहिजे, आम्ही चुकीच्या बाजूने (सुमारे 3 मिमी) रुमालच्या परिमितीच्या संपूर्ण काळापर्यंत (सुमारे 3 मि.मी.) संपतो, ते गर्जना करीत आहेत आणि चुकीच्या गोष्टीवर खर्च करतात.

हे वांछनीय आहे की नवीन ओळ प्रथम जवळपास चालली.

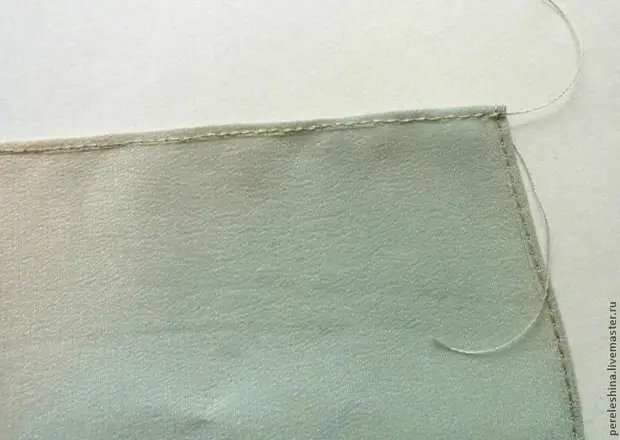
या अवस्थेतील सर्वात कठीण आणि जबाबदार स्थान रुमालचे कोपर आहे. मी ओळ जवळपास कोपर्यात आणतो, आम्ही सुईला फॅब्रिकमध्ये कमी करतो, पाय कापून, 90 अंशांसाठी कापड काढून टाकतो, आम्ही पंजा कमी करतो आणि आधीपासून नुकतीच घातलेल्या सिंचनांच्या अगदी जवळील ओळ पुढे चालू ठेवतो. प्रत्यक्षात, काहीही जटिल नाही. जेव्हा आपण कोनातून एक ओळ सुरू करता तेव्हा, एक अतिशय पातळ फॅब्रिक (exceilcio किंवा गॅस-शाफॉन) "जखमेच्या खाली" जखम आहे. हे टाळण्यासाठी, मी थ्रेडच्या शेवट कापत नाही, प्रथम स्टॉप नंतर उर्वरित (ते मागील फोटोंमध्ये दृश्यमान आहेत) - आपण त्यांच्यासाठी कोपर खेचू शकता आणि सुरूवातीच्या वेळी "clogging" टाळू शकता ओळ

आम्ही परिमितीमध्ये संपूर्ण ओळ पूर्ण करतो, परिणामी समोरच्या बाजूला एक ओळ आहे आणि चुकीच्या वेळी.

समोरच्या बाजूला, एक स्वच्छ कोपर.
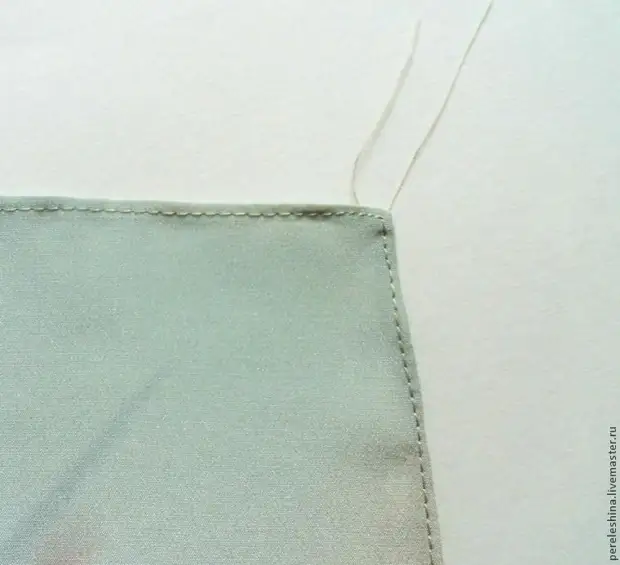
आणि पुढच्या बाजूला असलेल्या रेषेचा प्रारंभ आणि शेवट आहे, अगदी शेवटी मी 1 मिमी अनेक लहान तुकडे करतो.

थ्रेडच्या समाप्तीस ट्रिम करणे, शॉल गुळगुळीत करणे आणि कार्य तयार आहे.
सामायिक - irina.
एक स्रोत