

A mester osztály az ezüsthuzal termelésére szolgál. A folyamat meglehetősen egyszerű a szükséges eszköz jelenlétében. Az ezüsthuzal nagyon szükséges és igényelt anyag az ékszerek létrehozásának folyamatában.
Szükséges eszközök az ezüsthuzal gyártásához:
- gázégő,
- görgők
- Filerikus tábla,
- olvasztótégely,
- csipesz,
- Titán-bot
- öntőforma.

A vezetékek gyártásához szükséges anyagok és vegyi anyagok: Sterling ezüstötvözet granulátumok, borax, fluxus formájában.
A vezeték gyártásához 925 minta ezüstből álló ötvözetet használok granulátum formájában.
Először egy tégelylen ezüstben vagyok egy tégelyben egy tégelyben, és pirosan felmelegítettem, majd adjunk hozzá egy fortípust a borok védelme érdekében az ötvözet oxidációból (létrehoz egy filmet, amely védi a környezeti levegő ellen).
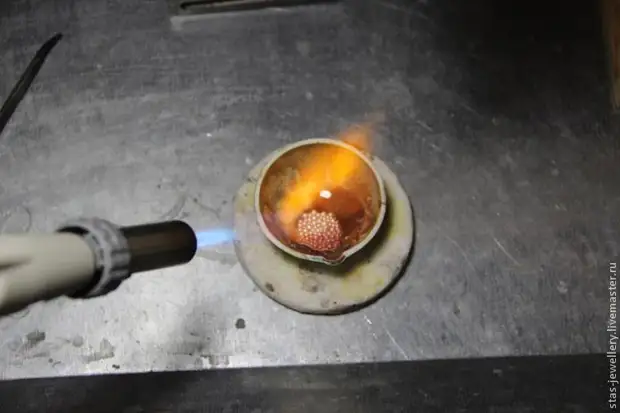
Mi MELM ezüst, keverjük a titán botot, amíg az ezüst képes áramlni.
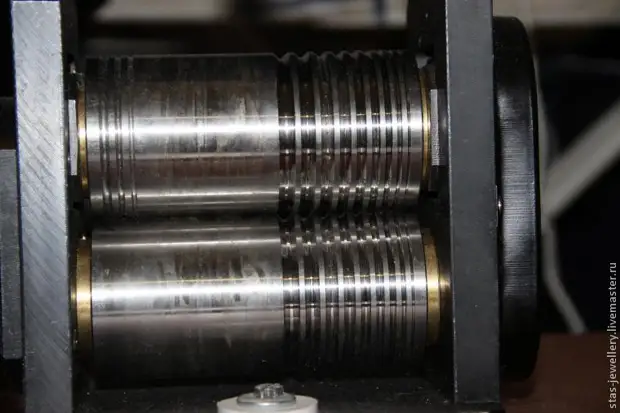
Fémeket öntünk az asztalra, amely rendszeresen felmelegedett, azaz Nem kell hidegnek lennie, mielőtt elkezdi önteni a folyékony ezüstöt. Ha a préselés hideg, akkor a fém azonnal megkeményedik a hideg asztalra, és nem fogja megkapni a kívánt űrlap blokkját. Az asztalon többféle forma van, ki kell választania azt a méretet, amelyben a kapott sáv nem haladja meg a görgős clearance méretét.



Az ezüstbot a görgőkön keresztül forgatjuk, fokozatosan csökkentve a szakadékot. A görgőkön van egy különböző méretű szakasz, amelyen keresztül a patak keresztmetszete nagyobb méretű roll, a kívánt vezeték átmérőjétől függően. Ebben a mesterosztályban 0,8 mm átmérőjű vezetéket készítettem. Amikor a swath kisebb méretére költözik, kívánatos, hogy a gáz Hamlength sáv (mielőtt az oxidáció elkerülésére szükség van fluxust készíteni), mert A nyomás alatt álló nyomás alatt az ötvözet mechanikai tulajdonságai (keménység, plaszticitás ...) változnak az ötvözet kristályszerkezetének változásainak következtében. Az lágyítás során az ötvözet kristályszerkezete helyreáll, és a mechanikai tulajdonságok a plaszticitás növekedéséhez és az ötvözet keménységének csökkentésére szolgálnak. Minden egyes lágyítás után egy hengerelt sáv szappanosítva van egy fehérítőben, hogy megszüntesse a fluxusmaradványokat, valamint távolítsa el az összes fajta szilárd részecskéket.



Mielőtt rajz, meg kell győződnie arról, hogy nincsenek a szennyezés és salakmaradványait a gördülő drót, hogy távolítsa el a fluxus van szüksége, hogy csökkentse a vezetéket az ütemet. Javítsa ki a vezetéket a vezeték végéhez.

Enyhén fűtött huzal kenje meg a természetes méhek viaszát a súrlódás csökkentése érdekében. A töltőszerkezeten különböző átmérőjű nyitott nyílások vannak. A szűrőlapot egy alelnökbe rögzítjük, helyezze be a huzal hegyes végét a megfelelő átmérőjű lyukba és húzza meg a fogók segítségével.

Húzza meg a vezetéket a kívánt átmérőjéhez, és többet mozog egy kisebb lyukba, és ne felejtse el rendszeresen hibázni a huzalt, és kenje meg a méhsviaszokkal. A kész vezetéket ékszer készítheti el.
Különben szeretném leírni a vezeték figyelmen kívül hagyását. Mivel a huzal vékony, különálló réteghuzalokat lehet olvasztani a lágyítás során. A hegesztés előtt a vékony huzalt kell szopni, hogy a tekercsek összegyűljenek, mint a lehető legkisebb. Az olvadás elkerülése érdekében szükséges.

Javasolható, hogy csak olyan esetekben, amikor nagyon sokat és folyamatosan használod, vagy lehetősége van arra, hogy végrehajtsák, mert A drótgyártó eszközök nem olcsóak.
Köszönjük, hogy figyeltél, és megismerte a mester osztályomat, remélem, hogy hasznos lesz.
Őszintén, Sizar.
Egy forrás