સંચાર ભાવ ઇંગલિશ-હાથબનાવટ
અમારા ઘરના સૌથી મહત્વપૂર્ણ રૂમમાંના એકમાં, બેડરૂમમાં, જ્યાં અમે લેબોર્ડ્સ પછી બાકીનો આનંદ માણીએ છીએ, અમે અમારી દળોને પુનર્સ્થાપિત કરીએ છીએ અને વિસ્મૃતિમાં ભળીએ છીએ), એક જ, મુખ્ય ભૂમિકા બેડ લેનિન અને પથારી દ્વારા ભજવવામાં આવે છે. તે કેટલું તંદુરસ્ત સ્વપ્ન હશે તેના પર નિર્ભર છે, અને પથારીના રંગના રંગને આભારી છે, આખું રૂમ પરિવર્તન કરી શકાય છે, મનપસંદ રૂમના આંતરિક ભાગને સંપૂર્ણપણે બદલી શકાય છે. આપણામાંના કોણ તેમના સોફ્ટ પેડ અને ગરમ પ્રકાશ ધાબળાને પસંદ નથી કરતા, જેનાથી તમે સવારમાં બહાર આવવા માંગતા નથી) હું પોતાને પરિચિત કરવા માટે પ્રસ્તાવ મૂકું છું પેચવર્કની તકનીકમાં ધાબળાને સીવવાની નવી વસ્તુઓ માટે તાલીમ અભ્યાસક્રમ સાથે . લેખમાંથી તમે જાણો છો કે એક સુંદર ધાબળાને સીવવા માટે કયા કાપડનો ઉપયોગ કરી શકાય છે, જે સીવિંગ માટે જરૂરી છે, ફેબ્રિક અને ઘણું બધું ફરીથી બનાવવામાં આવે છે



કયા કાપડ યોગ્ય છે?
જો ફેબ્રીક્સ ગુણવત્તામાં સમાન હોય તો સારું. કોટન કાપડ પ્રારંભિક માટે સંપૂર્ણ છે: તેમના ઉત્પાદનો ધોવા માટે સરળ છે, અને સૌથી અગત્યનું - ડ્રો અને સીવવું. તમારા પોતાના કાલ્પનિક અનુસાર રેખાંકનો ચૂંટો. પરંતુ પ્રથમ એક ટોનતામાં પેટર્નવાળા કાપડને પસંદ કરવું વધુ સારું છે અને તેમને મોનોફોનિક પેશીઓ સાથે જોડે છે. પેશીઓને કાપીને તેનાથી બધી ધારને કાપી નાખવાની શરૂઆત કરતાં તે ખૂબ જ મહત્વપૂર્ણ છે.


તમને માર્કિંગ અને કટીંગ માટે શું જરૂર છે
પ્લાસ્ટિક નમૂનાઓ
પેન્સિલો અને માર્કર્સ
નિયમ
છરી કટર
તમારે માપન અને કટીંગ માટે શું જરૂર છે
કટીંગ માટે રગ
રાઉન્ડ છરી કટર (એક ફરતા વ્હીલના રૂપમાં બ્લેડ સાથે)
રાસ્ટર નિયમો
પિન
કાતર

તમને હથિયાર અને ધારની જરૂર છે
થિમ્બલ
હેડ સાથે પિન
ઇંગલિશ પિન
ક્લિપ્સ અથવા ક્લેમ્પ્સ
પેન્સિલો
સીવિંગ માટે સોય
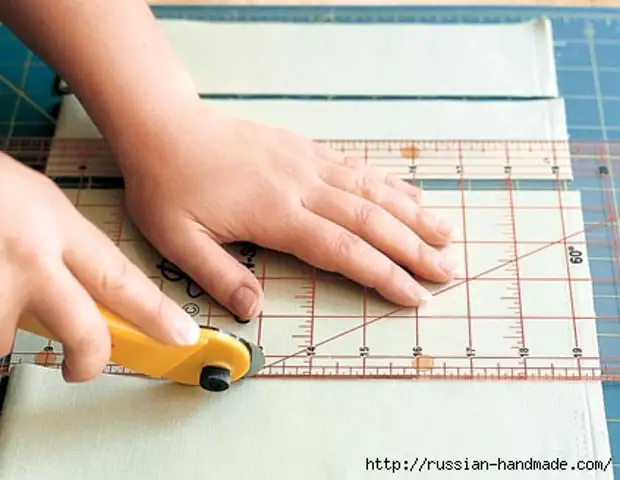
સરળ ભૌમિતિક પેટર્ન પરંપરાગત રાસ્ટર લાઇનનો ઉપયોગ કરીને કોતરવામાં આવે છે. વધુ જટિલ આકારો માટે, કાગળના નમૂનાઓને બદલે પ્લાસ્ટિક નમૂનાઓ લો. તે ફક્ત વધુ ટકાઉ નથી, પણ પારદર્શક પણ છે, તેથી તેના દ્વારા તમે સરળતાથી ફેબ્રિક પરની પેટર્ન જોઈ શકો છો. કેટલીકવાર તમે ભૌમિતિક પેટર્ન માટે સમાપ્ત માર્કિંગ સાથે ટેમ્પલેટો પણ શોધી શકો છો. ફેબ્રિકને બે વાર લંબચોરસ દિશામાં ફોલ્ડ કરવા માટે ફ્લેશિંગ કરવું જેથી ચાર સ્તરો મેળવવામાં આવે (વળાંક ધારથી સમાંતરમાં પસાર થવું જોઈએ). કાપવા માટે ફેબ્રિકને કચરા પર મૂકો જેથી વિભાગો જમણી બાજુએ હોય. એક રાસ્ટર લાઇનને સ્પ્લિટમાં જમણા ખૂણા પર મૂકો અને કાપડના કાપોને ફિર. ફેબ્રિક ફેલાય છે અને સીધા કટ કરે છે કે નહીં તે તપાસો. છેલ્લા ઉપાય તરીકે, ઓપરેશનને પુનરાવર્તિત કરો.

180 ડિગ્રી કાપડ સાથે ગડબડ કરો, હવે કાપ મૂકવો જ જોઇએ. ફેબ્રિક ની સ્ટ્રીપ માપવા. શાસકની જમણી બાજુએ ઊભી સ્કેલનો ઉપયોગ માપવા માટે કરો. 3-4 સ્ટ્રીપ્સ કાપી. સાદડીને ફરીથી ફેરવો અને કટ ફિર. લંબચોરસ અથવા ત્રિકોણ મેળવવા માટે, યોગ્ય ચોરસ કાપી. બે લોસ્કુટકા ચહેરાને ચહેરા પર સ્ટોર કરો અને એક બાજુ પર જાઓ. અનુભવી માસ્ટર્સ એક સિટી સાથે તીવ્ર હોય છે, થ્રેડોને કાપીને કારના પંજાને ઉભા કરે છે. સાવચેતી: સ્ક્વેર વચ્ચે ગરમીની આ પદ્ધતિ સાથે, ઘણા ટાંકા દેખાય છે, આકર્ષક ફેબ્રિક નથી.


જ્યારે તીવ્રતા ઝડપથી ઘાટા કપડા પર જઇ રહી છે. સ્તંભોમાંથી સ્ક્વેર બ્લોક મેળવવા માટે, ફક્ત બે પહેલાથી કોટેડ સ્ક્વેર લોસ્કુટકાને એકસાથે ફેરવો જેથી વિવિધ કાપડથી પેચવર્ક્સ ચેકરના ક્રમમાં હોય.
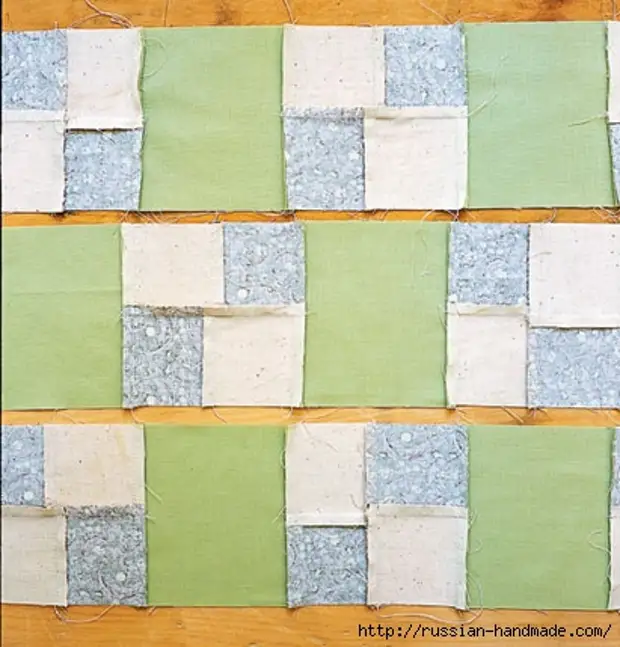

તમે લોસ્કક્ટકોવથી નીચેની રીતે પટ્ટાઓ મેળવી શકો છો: હજી પણ ચાર ચોરસ રંગીન લાડેલ ચેઇન્સ અને લંબચોરસ અથવા લંબચોરસ અથવા એક-ફોટોન ફેબ્રિકથી એક-ફોટોન ફેબ્રિકમાંથી ચોરસના ચોરસ. તે પછી, એક ચેકર ઓર્ડર (વિસ્થાપન સાથે) ફ્લૅપ્સની વ્યક્તિગત પંક્તિઓ પર ફરીથી પગલું લો.
નીચેના ફોટામાં, તમે જોશો કે પથારી પર, દરેક આંતરિક શ્રેણીમાં મોનોફોનિક ચોરસ અને ચાર બહુ રંગીન ચેમ્બરના બ્લોક્સનો સમાવેશ થાય છે.
જ્યારે સ્તંભોમાંથી ઉત્પાદનના મધ્ય ભાગ માટે તૈયાર થશે, ત્યારે સરહદો સીવિંગ તરફ આગળ વધો. ઉત્પાદનના મધ્ય ભાગમાં પરિમિતિ સરહદની કુલ લંબાઈ નક્કી કરે છે. સામાન્ય રીતે સેન્ટ્રલ ભાગની બાજુઓથી જોડાયેલા સરહદો "પરબિડીયાના ખૂણાને" બહાર કાઢે છે. દરેક બાજુની સરહદની લંબાઈ નીચે પ્રમાણે માનવામાં આવે છે: ઉત્પાદનના મધ્ય ભાગમાં લંબાઈ (અથવા પહોળાઈ) + કર્બની ડબલ પહોળાઈ ("પરબિડીયાના ખૂણા માટે") + સીમ માટે ભથ્થાં. સરહદને ઉત્પાદનના મધ્ય ભાગની બાજુમાં કાપીને, સીમ સમાપ્ત કરો, 6 મીમી સુધી પહોંચતા નથી. ખૂણા પર, ફેબ્રિકને બરાબર 45 ° ના ખૂણા પર બેયોલેટ કરે છે. સરહદ માટે બાકીના ભથ્થાંને કાપી નાખો.

ગાંડપણ
લોસ્કેટ્સથી બનેલા ક્વિલ્ટેડ પ્રોડક્ટ્સમાં ત્રણ સ્તરોનો સમાવેશ થાય છે: ઉપલા અને નીચલા (લોસ્ક્યુટ્સથી, અથવા ટોપના વિકલ્પ તરીકે - પિટ્સથી, તળિયે - મોનોક્રોમ પેશીથી) અને આંતરિક (વોલ્યુમેટ્રિક, જે ઉત્પાદન આપે છે. નિબંધ જ્યારે એક ખાસ રાહત). તમામ ત્રણ સ્તરોને કનેક્ટ કરતા પહેલા, કાળજીપૂર્વક ઉપલા અને નીચલા બાજુઓ જાહેર કરે છે. નીચે બાજુ આગળની બાજુને વિઘટન કરે છે અને પેઇન્ટિંગ રિબન સાથે સપાટી પર લૉક કરે છે. આંતરિક ભાગ અને ઉપલા બાજુ (ચહેરો અપ) નીચે તળિયે વિઘટન કરે છે, મધ્યમથી મધ્યથી પેરિફેરિ સુધી સર્પિઅરથી સ્ક્રોલ કરે છે 20 સે.મી. અંગ્રેજી પિનને ઠીક કરે છે. જો તમે ઉત્પાદનને મેન્યુઅલી ખસેડવા જઈ રહ્યાં છો, તો તમે 15 સે.મી.ના સીમ અંતરાલોની સાથે અને સમગ્ર ત્રણ સ્તરો પરસેવો, વૈકલ્પિક રીતે પિનને દૂર કરી રહ્યા છો. ફક્ત ત્યારે જ પાતળા પેંસિલથી, ઉત્પાદનની ઉપરની બાજુએ નર્સિંગ લાઇન્સ લાગુ કરો.

સીવિંગ મશીન સાથે બરતરફ
ખાતરી કરો કે ઉપલા અને નીચલા બાજુ એકબીજાથી સંબંધિત નથી. આ કરવા માટે, મશીનની વિશેષ, ઉભા પગને દાખલ કરો. રેલવે હંમેશા કેન્દ્રથી પરિઘમાં, અન્યથા મોજાઓ ઉત્પાદન પર દેખાશે. જે પણ ઉત્પાદન પરની સીમ લગભગ અશક્ત હતી, પરંતુ એક સુંદર માળખાકીયતા હતી, જે તીવ્રતાના સીમમાં બરાબર ખસી ગઈ હતી. અંતે અને સીમની શરૂઆતમાં, સ્ક્રીનો બનાવો: તળિયે થ્રેડને ઉભા કરો અને નાના કદના ઘણા ટાંકા બનાવો. પર્ણની શ્રેષ્ઠ લંબાઈ 7 મીમી છે. તમે પર્ણ ઠીક કર્યા પછી, થ્રેડના અંતને કાપી લો. ટીપ: સરળતા દરમિયાન, ઉત્પાદનનો મફત ભાગ રોલમાં ટ્વિસ્ટ કરે છે - તેથી તે તમારા માટે કામ કરવા માટે વધુ અનુકૂળ રહેશે
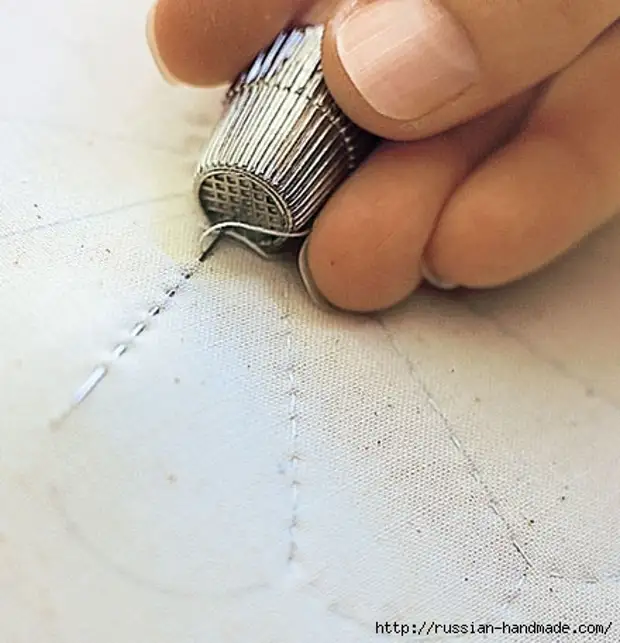
જાતે સ્થળાંતર
ઓપરેશનની આ પદ્ધતિ સાથે, ઉત્પાદનને ફ્રેમમાં તાણ કરવામાં આવે છે (જેમ કે ભરતકામ માટે હૂપ જેવું). સંપૂર્ણ વિકલ્પ એક જાતે બનાવેલ ફ્રેમ છે જે તમે ટેબલ પર જઇ શકો છો, પરિણામે તમારી પાસે મફત હાથ હશે. જ્યારે મેન્યુઅલી સરળ હોય ત્યારે ગરદન કેન્દ્રથી પેરિફેરિ સુધી પણ. મૂળ બિંદુથી કેટલાક અંતર પર 50 સે.મી. લાંબી થ્રેડ સાથેની એક નાની સોય, ઉત્પાદનના તમામ ત્રણ સ્તરો દ્વારા ટપકાં દોરે છે. એક સ્વાગતમાં, ઘણા સરળ નાના ટાંકા ચલાવો, પછી ધીમેધીમે થ્રેડ ખેંચો. ટીપ: જો તમે કામના હાથની મધ્યમ આંગળી પર થમ્બલ પર મૂકતા હોવ તો કામ સરળ કાર્ય કરશે, અને બીજા હાથની ઇન્ડેક્સની આંગળી પર, જે નીચેથી ઉત્પાદનને સપોર્ટ કરે છે, ચામડાની કેપ પહેરે છે.


પ્રથમ, એડિંગ માટે ફેબ્રિક, શેર થ્રેડમાં સ્ટ્રીપ્સ કાપી. શાપ્ટ-ઑન એડિંગ - આશરે 7 સે.મી.. સ્ટીલ સ્ટ્રીપ્સની કુલ લંબાઈ ઉત્પાદનના પરિમિતિની સમાન છે + કુલ ખૂણા માટે + 15 સે.મી. 45 ° માટે એક લાંબી સ્ટ્રીપ પર હજુ પણ સ્ટ્રીપ્સ. સ્ટ્રીપ તેને અડધા, અમાન્ય બાજુની અંદરથી ફોલ્ડ કરીને કાઢી નાખવામાં આવે છે. હવે એક લેયરમાં સ્ટ્રીપને વિઘટન કરો. ઉત્પાદનની ટોચની સાથે, અંદર અને તળિયેના વિભાગોને ધ્યાન કેન્દ્રિત કરો. એક અંતર શરૂ કરવા માટે એક અંત કે જેથી ત્રિકોણ દેખાય છે. આ રુટ ઓવરનેથી શરૂ કરીને, સ્ટ્રીપને 10 સે.મી.ના અંતરાલ સાથે એક બાજુની સંપૂર્ણ લંબાઈ સાથે ઉત્પાદનની ઉપલા બાજુ પર પિન કરવામાં આવે છે. વિભાગ વિભાગો ઉત્પાદન વિભાગો પર છે. એજ એડિંગથી 7 મીમીની અંતરથી ધીમી ગતિએ, ઉત્પાદનના તમામ સ્તરોને પકડવું.
એડિંગ: પગલું દ્વારા પગલું
ઉત્પાદનના ખૂણામાં 7 મીમી સુધી પહોંચ્યા વિના, સીમને વિક્ષેપિત કરો, છોડીને અનુસરો. એજિંગ બેન્ડને 45 ° થી આગળના ખૂણા પર ફેરવો, પછી બેન્ડને બંધ કરો જેથી ફોલ્ડ બરાબર ધારની ધારની ધારના સ્તર પર હોય. Te-Feather ઉત્પાદનની આગલી બાજુથી ધારની ધારથી 7 મીમીની અંતર પર દબાણ કરે છે, જે બધી ત્રણ સ્તરોને પકડે છે. અન્ય ખૂણાને એક જ રીતે સારવાર આપવામાં આવે છે. જ્યારે તમે આ રીતે ઉત્પાદનની બધી બાજુઓ સમાપ્ત કરો છો, ત્યારે. તમે ધારની શરૂઆત સુધી પહોંચશો, ધારની વધારાની ફિલ્માંકનને કાપી નાખો, અંતને ચાલુ કરો અને સીમના અંત ઉપર. છેલ્લે, ઉત્પાદનના તળિયે બાજુ સુધી ધારને આવરિત કરો, ક્લેમ્પ્સને ઠીક કરો અને ટ્રિગરને મેન્યુઅલી ગુપ્ત ટાંકા માટે.